Teknologjia e prerjes së pllakave të metaleve, si një hap kritik në procesin e prodhimit të gjysmëpërçuesve, është e lidhur drejtpërdrejt me performancën, rendimentin dhe kostot e prodhimit të çipit.
#01 Sfondi dhe Rëndësia e Prerjes së Napolit në Kubikë
1.1 Përkufizimi i prerjes në kubikë të wafer-it
Prerja në kubikë e pllakave të plastikës (e njohur edhe si scribing) është një hap thelbësor në prodhimin e gjysmëpërçuesve, që synon ndarjen e pllakave të përpunuara në disa matrica individuale. Këto matrica zakonisht përmbajnë funksionalitet të plotë të qarkut dhe janë komponentët kryesorë që përdoren në fund të fundit në prodhimin e pajisjeve elektronike. Ndërsa dizajnet e çipave bëhen më komplekse dhe dimensionet vazhdojnë të tkurren, kërkesat e saktësisë dhe efikasitetit për teknologjinë e prerjes në kubikë të pllakave të plastikës po bëhen gjithnjë e më të rrepta.
Në operacionet praktike, prerja në kubikë e napolitanëve zakonisht përdor mjete me precizion të lartë, siç janë tehet e diamantit, për të siguruar që çdo matricë të mbetet e paprekur dhe plotësisht funksionale. Hapat kryesorë përfshijnë përgatitjen para prerjes, kontrollin e saktë gjatë procesit të prerjes dhe inspektimin e cilësisë pas prerjes.
Para prerjes, pllaka duhet të shënohet dhe pozicionohet për të siguruar shtigje të sakta prerjeje. Gjatë prerjes, parametra të tillë si presioni dhe shpejtësia e mjetit duhet të kontrollohen rreptësisht për të parandaluar dëmtimin e pllakës. Pas prerjes, kryhen inspektime gjithëpërfshirëse të cilësisë për të siguruar që çdo çip përmbush standardet e performancës.
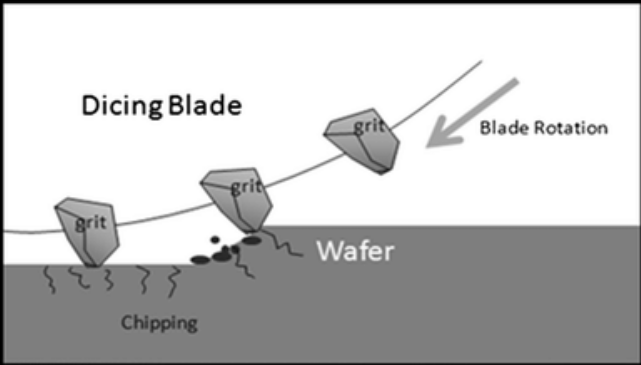
Parimet themelore të teknologjisë së prerjes së pllakave të drurit përfshijnë jo vetëm përzgjedhjen e pajisjeve të prerjes dhe vendosjen e parametrave të procesit, por edhe ndikimin e vetive mekanike dhe karakteristikave të materialeve në cilësinë e prerjes. Për shembull, pllakat e silikonit dielektrik me k të ulët, për shkak të vetive të tyre mekanike inferiore, janë shumë të ndjeshme ndaj përqendrimit të stresit gjatë prerjes, duke çuar në dështime të tilla si copëtimi dhe çarja. Fortësia dhe brishtësia e ulët e materialeve me k të ulët i bëjnë ato më të prirura ndaj dëmtimeve strukturore nën forcën mekanike ose stresin termik, veçanërisht gjatë prerjes. Kontakti midis mjetit dhe sipërfaqes së pllakave të drurit, së bashku me temperaturat e larta, mund të përkeqësojë më tej përqendrimin e stresit.

Me përparimet në shkencën e materialeve, teknologjia e prerjes së pllakave në kubikë është zgjeruar përtej gjysmëpërçuesve tradicionalë me bazë silici, duke përfshirë materiale të reja si nitridi i galiumit (GaN). Këto materiale të reja, për shkak të fortësisë dhe vetive të tyre strukturore, paraqesin sfida të reja për proceset e prerjes në kubikë, duke kërkuar përmirësime të mëtejshme në mjetet dhe teknikat e prerjes.
Si një proces kritik në industrinë e gjysmëpërçuesve, prerja në kubikë e pllakave vazhdon të optimizohet në përgjigje të kërkesave në zhvillim dhe përparimeve teknologjike, duke hedhur themelet për teknologjitë e ardhshme të mikroelektronikës dhe qarqeve të integruara.
Përmirësimet në teknologjinë e prerjes së pllakave të metaleve shkojnë përtej zhvillimit të materialeve dhe mjeteve ndihmëse. Ato përfshijnë gjithashtu optimizimin e procesit, përmirësimet në performancën e pajisjeve dhe kontrollin e saktë të parametrave të prerjes së pllakave. Këto përparime synojnë të sigurojnë saktësi, efikasitet dhe stabilitet të lartë në procesin e prerjes së pllakave të metaleve të metaleve, duke përmbushur nevojën e industrisë së gjysmëpërçuesve për dimensione më të vogla, integrim më të lartë dhe struktura më komplekse të çipave.
| Zona e Përmirësimit | Masat specifike | Efektet |
| Optimizimi i procesit | - Përmirësoni përgatitjet fillestare, të tilla si pozicionimi më i saktë i napolitanëve dhe planifikimi i rrugës. | - Zvogëlon gabimet e prerjes dhe përmirëson stabilitetin. |
| - Minimizoni gabimet e prerjes dhe rrisni stabilitetin. | - Përdorni mekanizma monitorimi dhe reagimi në kohë reale për të rregulluar presionin, shpejtësinë dhe temperaturën e mjetit. | |
| - Ul shkallën e thyerjes së pllakave dhe përmirëson cilësinë e çipave. | ||
| Përmirësimi i Performancës së Pajisjeve | - Përdorni sisteme mekanike me precizion të lartë dhe teknologji të përparuar të kontrollit të automatizimit. | - Përmirëson saktësinë e prerjes dhe zvogëlon humbjen e materialit. |
| - Prezantimi i teknologjisë së prerjes me lazer të përshtatshme për napolitane materialesh me fortësi të lartë. | - Përmirësoni efikasitetin e prodhimit dhe zvogëloni gabimet manuale. | |
| - Rritja e automatizimit të pajisjeve për monitorim dhe rregullime automatike. | ||
| Kontroll i saktë i parametrave | - Rregulloni me imtësi parametra si thellësia e prerjes, shpejtësia, lloji i mjetit dhe metodat e ftohjes. | - Siguroni integritetin e matricës dhe performancën elektrike. |
| - Përshtatni parametrat bazuar në materialin, trashësinë dhe strukturën e pllakës. | - Rritni normat e rendimentit, zvogëloni mbeturinat materiale dhe ulni kostot e prodhimit. | |
| Rëndësia Strategjike | - Eksploroni vazhdimisht shtigje të reja teknologjike, optimizoni proceset dhe përmirësoni aftësitë e pajisjeve për të përmbushur kërkesat e tregut. | - Përmirësimi i rendimentit dhe performancës së prodhimit të çipave, duke mbështetur zhvillimin e materialeve të reja dhe dizajneve të përparuara të çipave. |
1.2 Rëndësia e prerjes së petës në kubikë
Prerja në kubikë e pllakave luan një rol kritik në procesin e prodhimit të gjysmëpërçuesve, duke ndikuar drejtpërdrejt në hapat pasues, si dhe në cilësinë dhe performancën e produktit përfundimtar. Rëndësia e saj mund të detajohet si më poshtë:
Së pari, saktësia dhe qëndrueshmëria e prerjes në kubikë janë thelbësore për të siguruar rendimentin dhe besueshmërinë e çipit. Gjatë prodhimit, pllakat i nënshtrohen hapave të shumëfishtë të përpunimit për të formuar struktura të shumta të ndërlikuara qarkore, të cilat duhet të ndahen saktësisht në çipa (matrica) individuale. Nëse ka gabime të konsiderueshme në shtrirje ose prerje gjatë procesit të prerjes në kubikë, qarqet mund të dëmtohen, duke ndikuar në funksionalitetin dhe besueshmërinë e çipit. Prandaj, teknologjia e prerjes në kubikë me precizion të lartë jo vetëm që siguron integritetin e secilit çip, por gjithashtu parandalon dëmtimin e qarqeve të brendshme, duke përmirësuar shkallën e përgjithshme të rendimentit.
Së dyti, prerja në kubikë e napolitanëve ka një ndikim të rëndësishëm në efikasitetin e prodhimit dhe kontrollin e kostos. Si një hap thelbësor në procesin e prodhimit, efikasiteti i tij ndikon drejtpërdrejt në progresin e hapave pasues. Duke optimizuar procesin e prerjes në kubikë, duke rritur nivelet e automatizimit dhe duke përmirësuar shpejtësinë e prerjes, efikasiteti i përgjithshëm i prodhimit mund të përmirësohet shumë.
Nga ana tjetër, humbja e materialeve gjatë prerjes në kubikë është një faktor kritik në menaxhimin e kostove. Përdorimi i teknologjive të përparuara të prerjes në kubikë jo vetëm që zvogëlon humbjet e panevojshme të materialeve gjatë procesit të prerjes, por gjithashtu rrit shfrytëzimin e pllakave, duke ulur kështu kostot e prodhimit.
Me përparimet në teknologjinë e gjysmëpërçuesve, diametrat e pllakave të prera vazhdojnë të rriten dhe dendësitë e qarqeve rriten në përputhje me rrethanat, duke vendosur kërkesa më të larta për teknologjinë e prerjes në kubikë. Pllakat e prera më të mëdha kërkojnë kontroll më të saktë të shtigjeve të prerjes, veçanërisht në zonat e qarqeve me dendësi të lartë, ku edhe devijimet e vogla mund të bëjnë që shumë çipa të jenë defektoze. Përveç kësaj, pllakat e prera më të mëdha përfshijnë më shumë linja prerjeje dhe hapa më kompleksë të procesit, duke kërkuar përmirësime të mëtejshme në saktësinë, qëndrueshmërinë dhe efikasitetin e teknologjive të prerjes në kubikë për t'iu përgjigjur këtyre sfidave.
1.3 Procesi i prerjes së petës së trashë
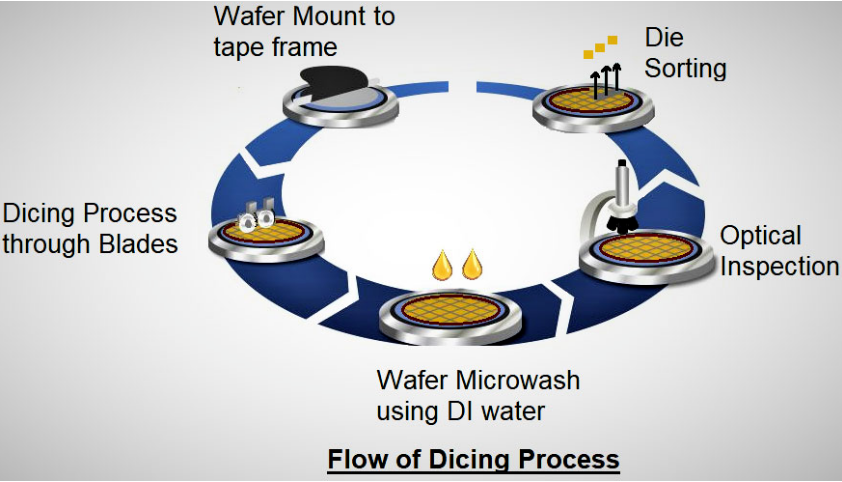
Procesi i prerjes së pllakave të prera në kubikë përfshin të gjitha hapat, nga faza e përgatitjes deri te inspektimi përfundimtar i cilësisë, ku secila fazë është kritike për të siguruar cilësinë dhe performancën e plastikave të prera në kubikë. Më poshtë është një shpjegim i detajuar i secilës fazë.
| Faza | Përshkrim i detajuar |
| Faza e Përgatitjes | -Pastrim membranashPërdorni ujë me pastërti të lartë dhe agjentë pastrimi të specializuar, të kombinuar me fërkim tejzanor ose mekanik, për të hequr papastërtitë, grimcat dhe ndotësit, duke siguruar një sipërfaqe të pastër. -Pozicionim i saktëPërdorni pajisje me precizion të lartë për të siguruar që napolitani të ndahet me saktësi përgjatë shtigjeve të prerjes të projektuara. -Fiksimi i petëzaveSiguroni napolitanën në një kornizë shiriti për të ruajtur stabilitetin gjatë prerjes, duke parandaluar dëmtimin nga dridhjet ose lëvizja. |
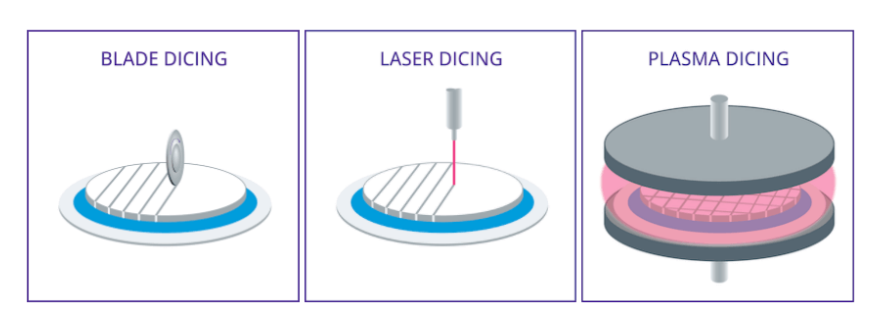
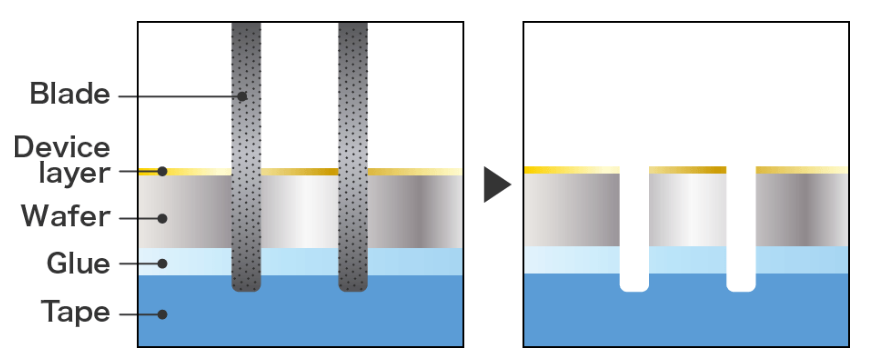
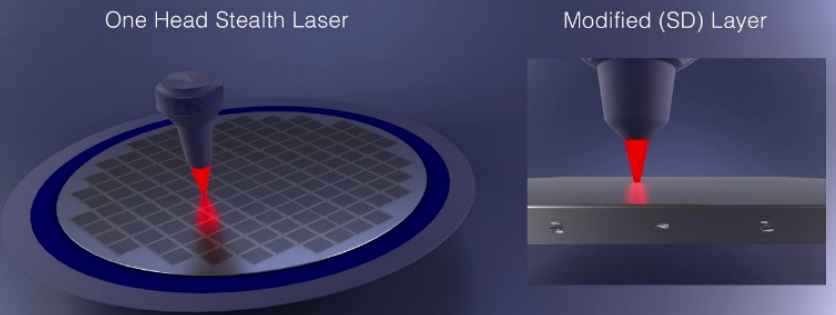
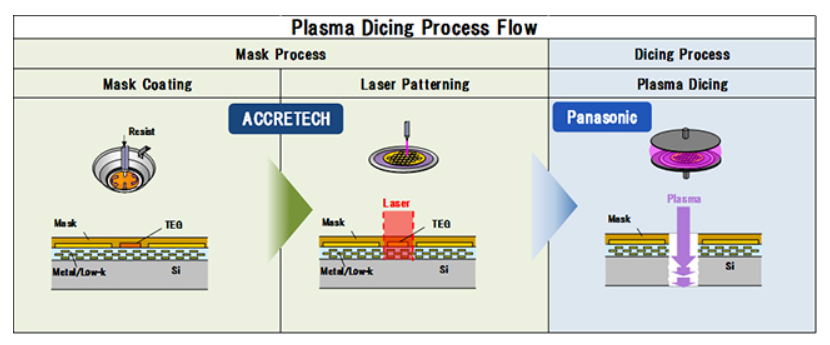
| Faza e prerjes | -Prerja e kubave me tehPërdorni tehe të veshura me diamant që rrotullohen me shpejtësi të lartë për prerje fizike, të përshtatshme për materiale me bazë silikoni dhe me kosto efektive. -Prerje me lazerPërdorni rreze lazeri me energji të lartë për prerje pa kontakt, ideale për materiale të brishta ose me fortësi të lartë si nitridi i galiumit, duke ofruar saktësi më të lartë dhe më pak humbje materiali. -Teknologjitë e RejaPrezantimi i teknologjive të prerjes me lazer dhe plazmë për të përmirësuar më tej efikasitetin dhe precizitetin, duke minimizuar njëkohësisht zonat e prekura nga nxehtësia. |
| Faza e Pastrimit | - Përdorni ujë të deionizuar (ujë DI) dhe agjentë pastrimi të specializuar, të kombinuar me pastrim me ultratinguj ose me sprej, për të hequr mbeturinat dhe pluhurin e gjeneruar gjatë prerjes, duke parandaluar që mbetjet të ndikojnë në proceset pasuese ose në performancën elektrike të çipit. - Uji i dioksiduar me pastërti të lartë shmang futjen e ndotësve të rinj, duke siguruar një mjedis të pastër të pllakave të drurit. |
| Faza e Inspektimit | -Inspektim optikPërdorni sisteme zbulimi optik të kombinuara me algoritme të inteligjencës artificiale për të identifikuar shpejt defektet, duke siguruar që të mos ketë çarje ose gërvishtje në çipat e prerë, duke përmirësuar efikasitetin e inspektimit dhe duke zvogëluar gabimet njerëzore. -Matja e dimensioneveVerifikoni që dimensionet e çipit përputhen me specifikimet e projektimit. -Testimi i Performancës ElektrikeSigurohuni që performanca elektrike e çipave kritikë të përmbushë standardet, duke garantuar besueshmëri në aplikimet pasuese. |
| Faza e Renditjes | - Përdorni krahë robotikë ose gota thithëse me vakum për të ndarë çipat e kualifikuar nga korniza e shiritit dhe për t'i renditur automatikisht ato bazuar në performancë, duke siguruar efikasitet dhe fleksibilitet në prodhim, ndërkohë që përmirësoni saktësinë. |
Procesi i prerjes së pllakave të suvasë përfshin pastrimin, pozicionimin, prerjen, pastrimin, inspektimin dhe renditjen e tyre, ku çdo hap është kritik. Me përparimet në automatizim, prerjen me lazer dhe teknologjitë e inspektimit me anë të inteligjencës artificiale, sistemet moderne të prerjes së pllakave të suvasë mund të arrijnë saktësi, shpejtësi më të lartë dhe humbje më të ulët të materialit. Në të ardhmen, teknologjitë e reja të prerjes, të tilla si lazeri dhe plazma, do të zëvendësojnë gradualisht prerjen tradicionale të tehut për të përmbushur nevojat e dizajneve gjithnjë e më komplekse të çipave, duke nxitur më tej zhvillimin e proceseve të prodhimit të gjysmëpërçuesve.
Teknologjia e prerjes së petëzave dhe parimet e saj
Imazhi ilustron tre teknologji të zakonshme të prerjes së pllakave të petës:Prerja e kubave me teh,Prerje me lazer, dhePrerje në kubikë plazmeMë poshtë është një analizë e detajuar dhe një shpjegim plotësues i këtyre tre teknikave:
Në prodhimin e gjysmëpërçuesve, prerja e pllakave është një hap thelbësor që kërkon zgjedhjen e metodës së duhur të prerjes bazuar në trashësinë e pllakave. Hapi i parë është përcaktimi i trashësisë së pllakave. Nëse trashësia e pllakave tejkalon 100 mikronë, mund të zgjidhet prerja në kubikë si metoda e prerjes. Nëse prerja në kubikë e tehut nuk është e përshtatshme, mund të përdoret metoda e prerjes në kubikë me thyerje, e cila përfshin si teknikat e prerjes me shkrues ashtu edhe ato të prerjes në kubikë.
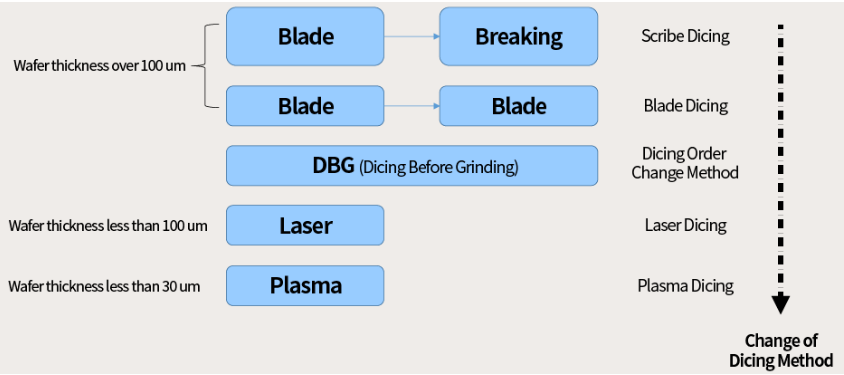
Kur trashësia e pllakës është midis 30 dhe 100 mikronëve, rekomandohet metoda DBG (Prerja në Kubikë para Grinding). Në këtë rast, për të arritur rezultatet më të mira, mund të zgjidhet prerja me prerës, prerja në kubikë me teh ose rregullimi i sekuencës së prerjes sipas nevojës.
Për pllakat ultra të holla me trashësi më të vogël se 30 mikronë, prerja me lazer bëhet metoda e preferuar për shkak të aftësisë së saj për të prerë pllakat e holla me saktësi pa shkaktuar dëmtime të tepërta. Nëse prerja me lazer nuk mund të përmbushë kërkesat specifike, prerja me plazmë mund të përdoret si një alternativë. Ky diagram rrjedhës ofron një rrugë të qartë vendimmarrjeje për të siguruar që të zgjidhet teknologjia më e përshtatshme e prerjes së pllakave në kushte të ndryshme trashësie.
2.1 Teknologjia e Prerjes Mekanike
Teknologjia e prerjes mekanike është metoda tradicionale në prerjen në kubikë të napolitanëve. Parimi kryesor është përdorimi i një rrote bluarëse diamanti me rrotullim të shpejtë si mjet prerës për prerjen e napolitanëve. Pajisjet kryesore përfshijnë një bosht me ajër, i cili e vë në lëvizje rrotën bluarëse diamanti me shpejtësi të lartë për të kryer prerje ose kanalizime precize përgjatë një shtegu prerjeje të paracaktuar. Kjo teknologji përdoret gjerësisht në industri për shkak të kostos së saj të ulët, efikasitetit të lartë dhe zbatueshmërisë së gjerë.
Avantazhet
Fortësia e lartë dhe rezistenca ndaj konsumimit e veglave të rrotës së bluarjes me diamant i mundësojnë teknologjisë së prerjes mekanike të përshtatet me nevojat e prerjes së materialeve të ndryshme të pllakave, qofshin ato materiale tradicionale me bazë silikoni apo gjysmëpërçues të rinj të përbërë. Funksionimi i saj është i thjeshtë, me kërkesa teknike relativisht të ulëta, duke promovuar më tej popullaritetin e saj në prodhimin masiv. Përveç kësaj, krahasuar me metodat e tjera të prerjes si prerja me lazer, prerja mekanike ka kosto më të kontrollueshme, duke e bërë atë të përshtatshme për nevojat e prodhimit me vëllim të lartë.
Kufizime
Pavarësisht avantazheve të shumta, teknologjia e prerjes mekanike ka edhe kufizime. Së pari, për shkak të kontaktit fizik midis mjetit dhe pllakës, saktësia e prerjes është relativisht e kufizuar, duke çuar shpesh në devijime dimensionale që mund të ndikojnë në saktësinë e paketimit dhe testimit të mëvonshëm të akrilave. Së dyti, defekte të tilla si çarjet dhe plasaritjet mund të ndodhin lehtësisht gjatë procesit të prerjes mekanike, gjë që jo vetëm që ndikon në shkallën e rendimentit, por gjithashtu mund të ndikojë negativisht në besueshmërinë dhe jetëgjatësinë e akrilave. Dëmtimi i shkaktuar nga stresi mekanik është veçanërisht i dëmshëm për prodhimin e akrilave me dendësi të lartë, veçanërisht kur priten materiale të brishta, ku këto probleme janë më të theksuara.
Përmirësime Teknologjike
Për të kapërcyer këto kufizime, studiuesit po optimizojnë vazhdimisht procesin mekanik të prerjes. Përmirësimet kryesore përfshijnë përmirësimin e dizajnit dhe përzgjedhjes së materialit të rrotave të bluarjes për të përmirësuar saktësinë dhe qëndrueshmërinë e prerjes. Përveç kësaj, optimizimi i dizajnit strukturor dhe sistemeve të kontrollit të pajisjeve të prerjes ka përmirësuar më tej stabilitetin dhe automatizimin e procesit të prerjes. Këto përparime zvogëlojnë gabimet e shkaktuara nga operacionet njerëzore dhe përmirësojnë qëndrueshmërinë e prerjeve. Futja e teknologjive të përparuara të inspektimit dhe kontrollit të cilësisë për monitorimin në kohë reale të anomalive gjatë procesit të prerjes ka përmirësuar gjithashtu ndjeshëm besueshmërinë dhe rendimentin e prerjes.
Zhvillimi i së Ardhmes dhe Teknologjitë e Reja
Edhe pse teknologjia e prerjes mekanike ende mban një pozicion të rëndësishëm në prerjen e pllakave, teknologjitë e reja të prerjes po përparojnë me shpejtësi ndërsa proceset e gjysmëpërçuesve evoluojnë. Për shembull, aplikimi i teknologjisë së prerjes me lazer termik ofron zgjidhje të reja për problemet e precizionit dhe defekteve në prerjen mekanike. Kjo metodë prerjeje pa kontakt zvogëlon stresin fizik në pllaka, duke ulur ndjeshëm incidencën e copëzimit dhe çarjes, veçanërisht kur priten materiale më të brishta. Në të ardhmen, integrimi i teknologjisë së prerjes mekanike me teknikat e reja të prerjes do t'i ofrojë prodhimit të gjysmëpërçuesve më shumë mundësi dhe fleksibilitet, duke rritur më tej efikasitetin e prodhimit dhe cilësinë e çipave.
Si përfundim, megjithëse teknologjia e prerjes mekanike ka disavantazhe të caktuara, përmirësimet e vazhdueshme teknologjike dhe integrimi i saj me teknikat e reja të prerjes i lejojnë asaj të luajë ende një rol të rëndësishëm në prodhimin e gjysmëpërçuesve dhe të ruajë konkurrueshmërinë e saj në proceset e ardhshme.
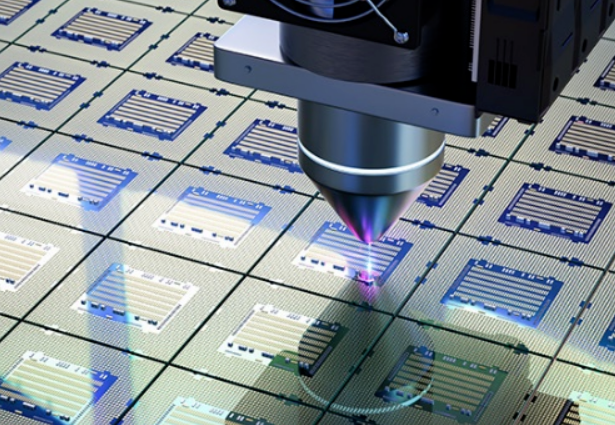
2.2 Teknologjia e Prerjes me Lazer
Teknologjia e prerjes me lazer, si një metodë e re në prerjen e pllakave, ka fituar gradualisht vëmendje të gjerë në industrinë e gjysmëpërçuesve për shkak të saktësisë së saj të lartë, mungesës së dëmtimit mekanik nga kontakti dhe aftësive të prerjes së shpejtë. Kjo teknologji përdor dendësinë e lartë të energjisë dhe aftësinë e fokusimit të një rrezeje lazeri për të krijuar një zonë të vogël të prekur nga nxehtësia në sipërfaqen e materialit të pllakave. Kur rrezja lazer aplikohet në pllaka, stresi termik i gjeneruar shkakton thyerjen e materialit në vendin e caktuar, duke arritur prerje precize.
Avantazhet e Teknologjisë së Prerjes me Lazer
• Saktësi e LartëAftësia e pozicionimit të saktë të rrezes lazer lejon precizion prerjeje në nivel mikroni ose edhe nanometri, duke përmbushur kërkesat e prodhimit modern të qarqeve të integruara me precizion të lartë dhe dendësi të lartë.
• Pa kontakt mekanikPrerja me lazer shmang kontaktin fizik me pllakëzën, duke parandaluar problemet e zakonshme në prerjen mekanike, të tilla si copëzat dhe çarjet, duke përmirësuar ndjeshëm shkallën e rendimentit dhe besueshmërinë e çipave.
• Shpejtësi e lartë prerjejeShpejtësia e lartë e prerjes me lazer kontribuon në rritjen e efikasitetit të prodhimit, duke e bërë atë veçanërisht të përshtatshëm për skenarë prodhimi në shkallë të gjerë dhe me shpejtësi të lartë.
Sfidat e hasura
• Kosto e lartë e pajisjeveInvestimi fillestar për pajisjet e prerjes me lazer është i lartë, gjë që paraqet presion ekonomik, veçanërisht për ndërmarrjet e vogla dhe të mesme të prodhimit.
• Kontroll i proceseve kompleksePrerja me lazer kërkon kontroll të saktë të disa parametrave, duke përfshirë dendësinë e energjisë, pozicionin e fokusit dhe shpejtësinë e prerjes, duke e bërë procesin kompleks.
• Probleme me Zonën e Prekur nga NxehtësiaEdhe pse natyra pa kontakt e prerjes me lazer zvogëlon dëmtimet mekanike, stresi termik i shkaktuar nga zona e prekur nga nxehtësia (HAZ) mund të ndikojë negativisht në vetitë e materialit të pllakës së pllakave. Nevojitet optimizim i mëtejshëm i procesit për të minimizuar këtë efekt.
Drejtimet e Përmirësimit Teknologjik
Për të adresuar këto sfida, studiuesit po përqendrohen në uljen e kostove të pajisjeve, përmirësimin e efikasitetit të prerjes dhe optimizimin e rrjedhës së procesit.
• Lazerë dhe Sisteme Optike EfikaseDuke zhvilluar lazerë më efikasë dhe sisteme optike të përparuara, është e mundur të ulen kostot e pajisjeve, ndërkohë që përmirësohet saktësia dhe shpejtësia e prerjes.
• Optimizimi i Parametrave të ProcesitPo kryhen kërkime të thella mbi bashkëveprimin midis lazerëve dhe materialeve të pllakave të prera për të përmirësuar proceset që zvogëlojnë zonën e prekur nga nxehtësia, duke përmirësuar kështu cilësinë e prerjes.
• Sisteme Inteligjente KontrolliZhvillimi i teknologjive inteligjente të kontrollit synon të automatizojë dhe optimizojë procesin e prerjes me lazer, duke përmirësuar stabilitetin dhe konsistencën e tij.
Teknologjia e prerjes me lazer është veçanërisht efektive në pllakat ultra të holla dhe skenarët e prerjes me precizion të lartë. Ndërsa madhësitë e pllakave rriten dhe dendësia e qarqeve rritet, metodat tradicionale të prerjes mekanike hasin vështirësi në përmbushjen e kërkesave për precizion të lartë dhe efikasitet të lartë të prodhimit modern të gjysmëpërçuesve. Për shkak të avantazheve të saj unike, prerja me lazer po bëhet zgjidhja e preferuar në këto fusha.
Edhe pse teknologjia e prerjes me lazer ende përballet me sfida të tilla si kostot e larta të pajisjeve dhe kompleksiteti i procesit, avantazhet e saj unike në saktësi të lartë dhe dëmtime pa kontakt e bëjnë atë një drejtim të rëndësishëm për zhvillimin në prodhimin e gjysmëpërçuesve. Ndërsa teknologjia me lazer dhe sistemet inteligjente të kontrollit vazhdojnë të përparojnë, prerja me lazer pritet të përmirësojë më tej efikasitetin dhe cilësinë e prerjes së pllakave, duke nxitur zhvillimin e vazhdueshëm të industrisë së gjysmëpërçuesve.
2.3 Teknologjia e Prerjes me Plazmë
Teknologjia e prerjes me plazmë, si një metodë në zhvillim e prerjes së napolitanëve, ka marrë vëmendje të konsiderueshme vitet e fundit. Kjo teknologji përdor rreze plazme me energji të lartë për të prerë me saktësi napolitanët duke kontrolluar energjinë, shpejtësinë dhe rrugën e prerjes së rrezes së plazmës, duke arritur rezultate optimale të prerjes.
Parimi i Punës dhe Përparësitë
Procesi i prerjes me plazmë mbështetet në një rreze plazme me temperaturë të lartë dhe energji të lartë të gjeneruar nga pajisjet. Kjo rreze mund ta ngrohë materialin e pllakës së paketimit deri në pikën e shkrirjes ose avullimit në një kohë shumë të shkurtër, duke mundësuar prerje të shpejtë. Krahasuar me prerjen tradicionale mekanike ose me lazer, prerja me plazmë është më e shpejtë dhe prodhon një zonë më të vogël të prekur nga nxehtësia, duke zvogëluar në mënyrë efektive shfaqjen e çarjeve dhe dëmtimeve gjatë prerjes.
Në zbatimet praktike, teknologjia e prerjes me plazmë është veçanërisht e aftë në trajtimin e pllakave me forma komplekse. Rrezja e saj e plazmës me energji të lartë dhe e rregullueshme mund të presë lehtësisht pllaka me formë të çrregullt me saktësi të lartë. Prandaj, në prodhimin e mikroelektronikës, veçanërisht në prodhimin e personalizuar dhe në sasi të vogla të çipave të nivelit të lartë, kjo teknologji tregon premtime të mëdha për përdorim të gjerë.
Sfidat dhe Kufizimet
Pavarësisht shumë përparësive të teknologjisë së prerjes me plazmë, ajo përballet edhe me disa sfida.
• Proces kompleksProcesi i prerjes me plazmë është kompleks dhe kërkon pajisje me precizion të lartë dhe operatorë me përvojë për të siguruarsaktësi dhe stabilitet në prerje.
• Kontroll dhe Siguri MjedisoreNatyra e rrezes së plazmës me temperaturë të lartë dhe energji të lartë kërkon masa të rrepta kontrolli mjedisor dhe sigurie, gjë që rrit kompleksitetin dhe koston e zbatimit.
Drejtimet e Zhvillimit të Ardhshëm
Me përparimet teknologjike, sfidat që lidhen me prerjen me plazmë pritet të kapërcehen gradualisht. Duke zhvilluar pajisje prerjeje më të zgjuara dhe më të qëndrueshme, varësia nga operacionet manuale mund të zvogëlohet, duke përmirësuar kështu efikasitetin e prodhimit. Në të njëjtën kohë, optimizimi i parametrave të procesit dhe mjedisit të prerjes do të ndihmojë në uljen e rreziqeve të sigurisë dhe kostove operative.
Në industrinë e gjysmëpërçuesve, inovacionet në teknologjinë e prerjes dhe copëtimit në kubikë të pllakës së plastikës janë thelbësore për të nxitur zhvillimin e industrisë. Teknologjia e prerjes me plazmë, me saktësinë e saj të lartë, efikasitetin dhe aftësinë për të trajtuar forma komplekse të pllakës së plastikës, është shfaqur si një lojtar i ri i rëndësishëm në këtë fushë. Edhe pse mbeten disa sfida, këto çështje do të adresohen gradualisht me inovacionin e vazhdueshëm teknologjik, duke sjellë më shumë mundësi dhe mundësi për prodhimin e gjysmëpërçuesve.
Perspektivat e aplikimit të teknologjisë së prerjes me plazmë janë të gjera dhe pritet që ajo të luajë një rol më të rëndësishëm në prodhimin e gjysmëpërçuesve në të ardhmen. Nëpërmjet inovacionit dhe optimizimit të vazhdueshëm teknologjik, prerja me plazmë jo vetëm që do të adresojë sfidat ekzistuese, por do të bëhet edhe një nxitës i fuqishëm i rritjes së industrisë së gjysmëpërçuesve.
2.4 Cilësia e prerjes dhe faktorët ndikues
Cilësia e prerjes së petëzave është kritike për paketimin pasues të çipave, testimin dhe performancën e përgjithshme dhe besueshmërinë e produktit përfundimtar. Problemet e zakonshme që hasen gjatë prerjes përfshijnë çarje, çikërrima dhe devijime në prerje. Këto probleme ndikohen nga disa faktorë që punojnë së bashku.
| Kategoria | Përmbajtja | Ndikimi |
| Parametrat e procesit | Shpejtësia e prerjes, shkalla e furnizimit dhe thellësia e prerjes ndikojnë drejtpërdrejt në stabilitetin dhe saktësinë e procesit të prerjes. Cilësimet e papërshtatshme mund të çojnë në përqendrim të stresit dhe zonë të tepërt të prekur nga nxehtësia, duke rezultuar në çarje dhe copëza. Rregullimi i duhur i parametrave bazuar në materialin e pllakës, trashësinë dhe kërkesat e prerjes është çelësi për të arritur rezultatet e dëshiruara të prerjes. | Parametrat e duhur të procesit sigurojnë prerje të saktë dhe zvogëlojnë rrezikun e defekteve si çarje dhe copëza. |
| Pajisjet dhe Faktorët Materiale | -Cilësia e tehutMateriali, fortësia dhe rezistenca ndaj konsumimit të tehut ndikojnë në lëmimin e procesit të prerjes dhe në rrafshësinë e sipërfaqes së prerë. Tehet me cilësi të dobët rrisin fërkimin dhe stresin termik, duke çuar potencialisht në çarje ose krisje. Zgjedhja e materialit të duhur të tehut është thelbësore. -Performanca e ftohësitFtohësit ndihmojnë në uljen e temperaturës së prerjes, minimizimin e fërkimit dhe pastrimin e mbeturinave. Ftohësi joefektiv mund të çojë në temperatura të larta dhe grumbullim mbeturinash, duke ndikuar në cilësinë dhe efikasitetin e prerjes. Përzgjedhja e ftohësve efikasë dhe miqësorë me mjedisin është thelbësore. | Cilësia e tehut ndikon në saktësinë dhe butësinë e prerjes. Ftohësi joefektiv mund të rezultojë në cilësi dhe efikasitet të dobët të prerjes, duke theksuar nevojën për përdorim optimal të ftohësit. |
| Kontrolli i Procesit dhe Inspektimi i Cilësisë | -Kontrolli i ProcesitMonitorim dhe rregullim në kohë reale i parametrave kryesorë të prerjes për të siguruar stabilitet dhe konsistencë në procesin e prerjes. -Inspektimi i CilësisëKontrollet e pamjes pas prerjes, matjet dimensionale dhe testimet e performancës elektrike ndihmojnë në identifikimin dhe adresimin e shpejtë të problemeve të cilësisë, duke përmirësuar saktësinë dhe qëndrueshmërinë e prerjes. | Kontrolli i duhur i procesit dhe inspektimi i cilësisë ndihmojnë në sigurimin e rezultateve të qëndrueshme dhe me cilësi të lartë të prerjes dhe zbulimin e hershëm të problemeve të mundshme. |
Përmirësimi i Cilësisë së Prerjes
Përmirësimi i cilësisë së prerjes kërkon një qasje gjithëpërfshirëse që merr në konsideratë parametrat e procesit, përzgjedhjen e pajisjeve dhe materialeve, kontrollin e procesit dhe inspektimin. Duke rafinuar vazhdimisht teknologjitë e prerjes dhe duke optimizuar metodat e procesit, preciziteti dhe stabiliteti i prerjes së pllakave mund të përmirësohen më tej, duke ofruar mbështetje teknike më të besueshme për industrinë e prodhimit të gjysmëpërçuesve.
#03 Trajtimi dhe Testimi Pas Prerjes
3.1 Pastrimi dhe tharja
Hapat e pastrimit dhe tharjes pas prerjes së pllakave janë kritike për të siguruar cilësinë e akrilave dhe përparimin e qetë të proceseve pasuese. Gjatë kësaj faze, është thelbësore të hiqen plotësisht mbeturinat e silikonit, mbetjet e ftohësit dhe ndotësit e tjerë të gjeneruar gjatë prerjes. Është po aq e rëndësishme të siguroheni që akrilat të mos dëmtohen gjatë procesit të pastrimit dhe, pas tharjes, të siguroheni që të mos mbetet lagështi në sipërfaqen e akrilave për të parandaluar probleme të tilla si korrozioni ose shkarkimi elektrostatik.

Trajtimi pas prerjes: Procesi i pastrimit dhe tharjes
| Hapi i procesit | Përmbajtja | Ndikimi |
| Procesi i pastrimit | -MetodaPërdorni agjentë pastrimi të specializuar dhe ujë të pastër, të kombinuar me teknika ultrasonike ose mekanike të furçës për pastrim. | Siguron heqjen e plotë të ndotësve dhe parandalon dëmtimin e çipave gjatë pastrimit. |
| -Përzgjedhja e agjentit të pastrimitZgjidhni bazuar në materialin e pllakës dhe llojin e ndotësit për të siguruar pastrim efektiv pa dëmtuar çipin. | Përzgjedhja e duhur e agjentit është çelësi për pastrim efektiv dhe mbrojtje nga plasaritjet. | |
| -Kontrolli i parametraveKontrolloni rreptësisht temperaturën, kohën dhe përqendrimin e tretësirës së pastrimit për të parandaluar problemet e cilësisë të shkaktuara nga pastrimi i papërshtatshëm. | Kontrollet ndihmojnë në shmangien e dëmtimit të pllakës së paketimit ose lënies pas të ndotësve, duke siguruar cilësi të qëndrueshme. | |
| Procesi i tharjes | -Metodat TradicionaleTharja me ajër natyral dhe tharja me ajër të nxehtë, të cilat kanë efikasitet të ulët dhe mund të çojnë në grumbullim të energjisë elektrike statike. | Mund të rezultojë në kohë tharjeje më të ngadaltë dhe probleme të mundshme statike. |
| -Teknologjitë ModernePërdorni teknologji të përparuara si tharja me vakum dhe tharja me infra të kuqe për të siguruar që ashklat të thahen shpejt dhe të shmangin efektet e dëmshme. | Proces tharjeje më i shpejtë dhe më efikas, duke zvogëluar rrezikun e shkarkimit statik ose problemeve që lidhen me lagështinë. | |
| Përzgjedhja dhe Mirëmbajtja e Pajisjeve | -Përzgjedhja e pajisjeveMakineritë e pastrimit dhe tharjes me performancë të lartë përmirësojnë efikasitetin e përpunimit dhe kontrollojnë me imtësi problemet e mundshme gjatë trajtimit. | Makineritë me cilësi të lartë sigurojnë përpunim më të mirë dhe zvogëlojnë mundësinë e gabimeve gjatë pastrimit dhe tharjes. |
| -Mirëmbajtja e PajisjeveInspektimi dhe mirëmbajtja e rregullt e pajisjeve sigurojnë që ato të mbeten në gjendje optimale pune, duke garantuar cilësinë e çipit. | Mirëmbajtja e duhur parandalon dështimet e pajisjeve, duke siguruar përpunim të besueshëm dhe me cilësi të lartë. |
Pastrimi dhe tharja pas prerjes
Hapat e pastrimit dhe tharjes pas prerjes së napolitanës janë procese komplekse dhe delikate që kërkojnë shqyrtim të kujdesshëm të faktorëve të shumtë për të siguruar rezultatin përfundimtar të përpunimit. Duke përdorur metoda shkencore dhe procedura rigoroze, është e mundur të sigurohet që çdo çip të hyjë në fazat pasuese të paketimit dhe testimit në gjendje optimale.
Inspektimi dhe Testimi Pas Prerjes
| Hapi | Përmbajtja | Ndikimi |
| Hapi i Inspektimit | 1.Inspektim VizualPërdorni pajisje inspektimi vizual ose të automatizuar për të kontrolluar defektet e dukshme si çarje, copëza ose ndotje në sipërfaqen e copëzave. Identifikoni shpejt copëzat e dëmtuara fizikisht për të shmangur mbeturinat. | Ndihmon në identifikimin dhe eliminimin e çipave defektozë në fazat e hershme të procesit, duke zvogëluar humbjen e materialit. |
| 2.Matja e madhësisëPërdorni pajisje matëse precize për të matur me saktësi dimensionet e çipave, duke u siguruar që madhësia e prerjes përputhet me specifikimet e projektimit dhe duke parandaluar problemet e performancës ose vështirësitë e paketimit. | Siguron që çipat të jenë brenda kufijve të madhësisë së kërkuar, duke parandaluar degradimin e performancës ose problemet e montimit. | |
| 3.Testimi i Performancës ElektrikeVlerësoni parametrat kryesorë elektrikë si rezistenca, kapaciteti dhe induktanca, për të identifikuar çipat që nuk përputhen dhe për t'u siguruar që vetëm çipat e kualifikuar për performancë të kalojnë në fazën tjetër. | Siguron që vetëm çipat funksionalë dhe të testuar për performancë të ecin përpara në proces, duke zvogëluar rrezikun e dështimit në fazat e mëvonshme. | |
| Hapi i Testimit | 1.Testimi FunksionalVerifikoni që funksionaliteti bazë i çipit funksionon siç është menduar, duke identifikuar dhe eliminuar çipat me anomali funksionale. | Siguron që çipat plotësojnë kërkesat themelore operative përpara se të kalojë në fazat e mëvonshme. |
| 2.Testimi i BesueshmërisëVlerësoni stabilitetin e performancës së çipit gjatë përdorimit të zgjatur ose mjediseve të ashpra, zakonisht duke përfshirë plakjen në temperaturë të lartë, testimin në temperaturë të ulët dhe testimin e lagështisë për të simuluar kushte ekstreme të botës reale. | Siguron që çipat të mund të funksionojnë në mënyrë të besueshme në një gamë të gjerë kushtesh mjedisore, duke përmirësuar jetëgjatësinë dhe stabilitetin e produktit. | |
| 3.Testimi i PërputhshmërisëVerifikoni që çipi funksionon siç duhet me komponentë ose sisteme të tjera, duke u siguruar që nuk ka defekte ose përkeqësim të performancës për shkak të papajtueshmërisë. | Siguron funksionim të qetë në aplikacionet e botës reale duke parandaluar problemet e përputhshmërisë. |
3.3 Paketimi dhe Ruajtja
Pas prerjes së pllakave, çipat janë një rezultat thelbësor i procesit të prodhimit të gjysmëpërçuesve, dhe fazat e paketimit dhe ruajtjes së tyre janë po aq të rëndësishme. Masat e duhura të paketimit dhe ruajtjes janë thelbësore jo vetëm për të siguruar sigurinë dhe stabilitetin e çipave gjatë transportit dhe ruajtjes, por edhe për të ofruar mbështetje të fortë për fazat pasuese të prodhimit, testimit dhe paketimit.
Përmbledhje e Fazave të Inspektimit dhe Testimit:
Hapat e inspektimit dhe testimit për çipat pas prerjes së pllakave mbulojnë një gamë aspektesh, duke përfshirë inspektimin vizual, matjen e madhësisë, testimin e performancës elektrike, testimin funksional, testimin e besueshmërisë dhe testimin e përputhshmërisë. Këta hapa janë të ndërlidhur dhe plotësues, duke formuar një barrierë të fortë për të siguruar cilësinë dhe besueshmërinë e produktit. Nëpërmjet procedurave të rrepta të inspektimit dhe testimit, problemet e mundshme mund të identifikohen dhe zgjidhen menjëherë, duke siguruar që produkti përfundimtar përmbush kërkesat dhe pritjet e klientit.
| Aspekt | Përmbajtja |
| Masat e paketimit | 1.AntistatikeMaterialet e paketimit duhet të kenë veti të shkëlqyera antistatike për të parandaluar dëmtimin e pajisjeve nga elektriciteti statik ose ndikimin në performancën e tyre. |
| 2.Rezistent ndaj lagështirësMaterialet e paketimit duhet të kenë rezistencë të mirë ndaj lagështirës për të parandaluar korrozionin dhe përkeqësimin e performancës elektrike të shkaktuar nga lagështia. | |
| 3.I papërshkueshëm nga goditjetMaterialet e paketimit duhet të sigurojnë thithje efektive të goditjeve për të mbrojtur çipat nga dridhjet dhe goditjet gjatë transportit. | |
| Mjedisi i ruajtjes | 1.Kontroll i LagështisëKontrolloni rreptësisht lagështinë brenda një diapazoni të përshtatshëm për të parandaluar thithjen e lagështisë dhe korrozionin e shkaktuar nga lagështia e tepërt ose problemet statike të shkaktuara nga lagështia e ulët. |
| 2.PastërtiaMbani një mjedis të pastër ruajtjeje për të shmangur ndotjen e çipave nga pluhuri dhe papastërtitë. | |
| 3.Kontrolli i TemperaturësVendosni një diapazon të arsyeshëm temperature dhe ruani stabilitetin e temperaturës për të parandaluar plakjen e përshpejtuar për shkak të problemeve të nxehtësisë së tepërt ose kondensimit të shkaktuara nga temperaturat e ulëta. | |
| Inspektim i rregullt | Inspektoni dhe vlerësoni rregullisht çipat e ruajtur, duke përdorur inspektime vizuale, matje të madhësisë dhe teste të performancës elektrike për të identifikuar dhe adresuar problemet e mundshme në kohën e duhur. Bazuar në kohën dhe kushtet e ruajtjes, planifikoni përdorimin e çipave për t'u siguruar që ato përdoren në gjendje optimale. |

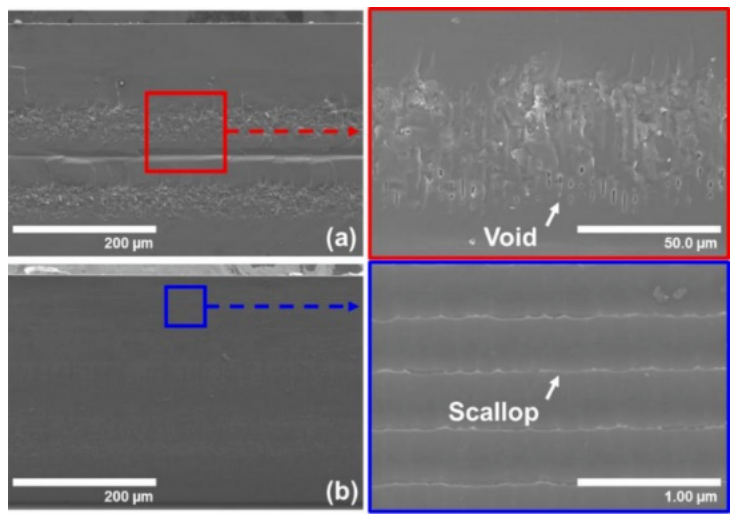
Çështja e mikroplasaritjeve dhe dëmtimeve gjatë procesit të prerjes së pllakave është një sfidë e rëndësishme në prodhimin e gjysmëpërçuesve. Stresi i prerjes është shkaku kryesor i këtij fenomeni, pasi krijon çarje dhe dëmtime të vogla në sipërfaqen e pllakave, duke çuar në rritje të kostove të prodhimit dhe një rënie të cilësisë së produktit.
Për të adresuar këtë sfidë, është thelbësore të minimizohet stresi i prerjes dhe të zbatohen teknika, mjete dhe kushte të optimizuara të prerjes. Vëmendja e kujdesshme ndaj faktorëve të tillë si materiali i tehut, shpejtësia e prerjes, presioni dhe metodat e ftohjes mund të ndihmojnë në uljen e formimit të mikroçarjeve dhe përmirësimin e rendimentit të përgjithshëm të procesit. Përveç kësaj, kërkimet e vazhdueshme mbi teknologjitë më të përparuara të prerjes, të tilla si prerja me lazer, po eksplorojnë mënyra për të zbutur më tej këto probleme.
Si një material i brishtë, pllakat janë të prirura ndaj ndryshimeve të brendshme strukturore kur i nënshtrohen stresit mekanik, termik ose kimik, duke çuar në formimin e mikroçarjeve. Edhe pse këto çarje mund të mos jenë menjëherë të dukshme, ato mund të zgjerohen dhe të shkaktojnë dëme më të rënda ndërsa procesi i prodhimit përparon. Ky problem bëhet veçanërisht problematik gjatë fazave të mëvonshme të paketimit dhe testimit, ku luhatjet e temperaturës dhe streset shtesë mekanike mund të shkaktojnë që këto mikroçarje të evoluojnë në thyerje të dukshme, duke çuar potencialisht në dështimin e çipave.
Për të zbutur këtë rrezik, është thelbësore të kontrollohet me kujdes procesi i prerjes duke optimizuar parametra të tillë si shpejtësia e prerjes, presioni dhe temperatura. Përdorimi i metodave më pak agresive të prerjes, siç është prerja me lazer, mund të zvogëlojë stresin mekanik në pllakë dhe të minimizojë formimin e mikroçarjeve. Përveç kësaj, zbatimi i metodave të avancuara të inspektimit si skanimi infra të kuqe ose imazhet me rreze X gjatë procesit të prerjes së pllakës mund të ndihmojë në zbulimin e këtyre çarjeve në fazën e hershme përpara se ato të shkaktojnë dëme të mëtejshme.
Dëmtimi i sipërfaqes së pllakës është një shqetësim i rëndësishëm në procesin e prerjes në kubikë, pasi mund të ketë një ndikim të drejtpërdrejtë në performancën dhe besueshmërinë e çipit. Dëmtime të tilla mund të shkaktohen nga përdorimi jo i duhur i mjeteve prerëse, parametrat e gabuar të prerjes ose defektet materiale të vetë pllakës. Pavarësisht shkakut, këto dëmtime mund të çojnë në ndryshime në rezistencën elektrike ose kapacitetin e qarkut, duke ndikuar në performancën e përgjithshme.
Për të adresuar këto probleme, po shqyrtohen dy strategji kryesore:
1. Optimizimi i mjeteve dhe parametrave të prerjesDuke përdorur tehe më të mprehta, duke rregulluar shpejtësinë e prerjes dhe duke modifikuar thellësinë e prerjes, përqendrimi i stresit gjatë procesit të prerjes mund të minimizohet, duke zvogëluar kështu mundësinë e dëmtimit.
2. Eksplorimi i teknologjive të reja të prerjesTeknikat e përparuara si prerja me lazer dhe prerja me plazmë ofrojnë saktësi të përmirësuar, ndërkohë që potencialisht zvogëlojnë nivelin e dëmtimit të shkaktuar në pllakë. Këto teknologji po studiohen për të gjetur mënyra për të arritur saktësi të lartë prerjeje, duke minimizuar njëkohësisht stresin termik dhe mekanik në pllakë.
Zona e Ndikimit Termik dhe Efektet e saj në Performancë
Në proceset e prerjes termike, siç është prerja me lazer dhe plazmë, temperaturat e larta krijojnë në mënyrë të pashmangshme një zonë ndikimi termik në sipërfaqen e pllakës së paketimit. Kjo zonë, ku gradienti i temperaturës është i rëndësishëm, mund të ndryshojë vetitë e materialit, duke ndikuar në performancën përfundimtare të çipit.
Ndikimi i Zonës së Prekur Termike (TAZ):
Ndryshimet në Strukturën e KristalitNë temperatura të larta, atomet brenda materialit të pllakës mund të rirregullohen, duke shkaktuar shtrembërime në strukturën kristalore. Ky shtrembërim dobëson materialin, duke zvogëluar forcën dhe stabilitetin e tij mekanik, gjë që rrit rrezikun e dështimit të çipit gjatë përdorimit.
Ndryshimet në vetitë elektrikeTemperaturat e larta mund të ndryshojnë përqendrimin dhe lëvizshmërinë e bartësve në materialet gjysmëpërçuese, duke ndikuar në përçueshmërinë elektrike të çipit dhe efikasitetin e transmetimit të rrymës. Këto ndryshime mund të çojnë në një rënie të performancës së çipit, duke e bërë atë potencialisht të papërshtatshëm për qëllimin e synuar.
Për të zbutur këto efekte, kontrolli i temperaturës gjatë prerjes, optimizimi i parametrave të prerjes dhe eksplorimi i metodave si avionët ftohës ose trajtimet pas përpunimit janë strategji thelbësore për të zvogëluar shkallën e ndikimit termik dhe për të ruajtur integritetin e materialit.
Në përgjithësi, si mikroplasaritjet ashtu edhe zonat e ndikimit termik janë sfida thelbësore në teknologjinë e prerjes së pllakave të prera në kubikë. Vazhdimi i kërkimit, së bashku me përparimet teknologjike dhe masat e kontrollit të cilësisë, do të jetë i nevojshëm për të përmirësuar cilësinë e produkteve gjysmëpërçuese dhe për të rritur konkurrueshmërinë e tyre në treg.
Masat për të Kontrolluar Zonën e Ndikimit Termik:
Optimizimi i parametrave të procesit të prerjesUlja e shpejtësisë dhe fuqisë së prerjes mund të minimizojë në mënyrë efektive madhësinë e zonës së ndikimit termik (TAZ). Kjo ndihmon në kontrollin e sasisë së nxehtësisë së gjeneruar gjatë procesit të prerjes, e cila ndikon drejtpërdrejt në vetitë e materialit të pllakës.
Teknologji të Avancuara të FtohjesZbatimi i teknologjive si ftohja me azot të lëngshëm dhe ftohja mikrofluidike mund të kufizojë ndjeshëm gamën e zonës së ndikimit termik. Këto metoda ftohjeje ndihmojnë në shpërndarjen e nxehtësisë në mënyrë më efikase, duke ruajtur kështu vetitë e materialit të pllakës së elektrodës dhe duke minimizuar dëmtimin termik.
Përzgjedhja e MaterialitStudiuesit po eksplorojnë materiale të reja, të tilla si nanotubat e karbonit dhe grafeni, të cilat posedojnë përçueshmëri termike dhe forcë mekanike të shkëlqyer. Këto materiale mund të zvogëlojnë zonën e ndikimit termik, duke përmirësuar njëkohësisht performancën e përgjithshme të çipave.
Si përmbledhje, megjithëse zona e ndikimit termik është një pasojë e pashmangshme e teknologjive të prerjes termike, ajo mund të kontrollohet në mënyrë efektive përmes teknikave të optimizuara të përpunimit dhe përzgjedhjes së materialit. Hulumtimet e ardhshme ka të ngjarë të përqendrohen në rregullimin e imët dhe automatizimin e proceseve të prerjes termike për të arritur prerje më efikase dhe të saktë të pllakave.
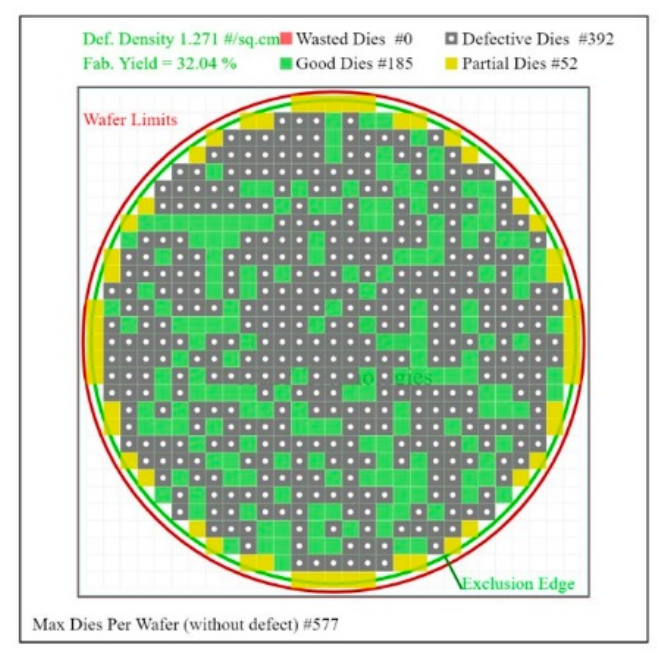
Strategjia e ekuilibrit:
Arritja e ekuilibrit optimal midis rendimentit të napolitanëve dhe efikasitetit të prodhimit është një sfidë e vazhdueshme në teknologjinë e prerjes së napolitanëve. Prodhuesit duhet të marrin në konsideratë faktorë të shumtë, siç janë kërkesa e tregut, kostot e prodhimit dhe cilësia e produktit, për të zhvilluar një strategji racionale prodhimi dhe parametra procesi. Në të njëjtën kohë, futja e pajisjeve të përparuara të prerjes, përmirësimi i aftësive të operatorit dhe rritja e kontrollit të cilësisë së lëndës së parë janë thelbësore për të ruajtur ose edhe përmirësuar rendimentin, duke rritur njëkohësisht efikasitetin e prodhimit.
Sfidat dhe Mundësitë e së Ardhmes:
Me përparimin e teknologjisë gjysmëpërçuese, prerja e pllakave të prera përballet me sfida dhe mundësi të reja. Ndërsa madhësitë e çipave tkurren dhe integrimi rritet, kërkesat për saktësi dhe cilësi të prerjes rriten ndjeshëm. Njëkohësisht, teknologjitë në zhvillim ofrojnë ide të reja për zhvillimin e teknikave të prerjes së pllakave të prera. Prodhuesit duhet të qëndrojnë të akorduar me dinamikën e tregut dhe trendet teknologjike, duke përshtatur dhe optimizuar vazhdimisht strategjitë e prodhimit dhe parametrat e procesit për të përmbushur ndryshimet e tregut dhe kërkesat teknologjike.
Si përfundim, duke integruar konsideratat e kërkesës së tregut, kostove të prodhimit dhe cilësisë së produktit, si dhe duke futur pajisje dhe teknologji të përparuar, duke përmirësuar aftësitë e operatorit dhe duke forcuar kontrollin e lëndës së parë, prodhuesit mund të arrijnë ekuilibrin më të mirë midis rendimentit të pllakës së paketimit dhe efikasitetit të prodhimit gjatë prerjes së pllakës së paketimit, duke çuar në prodhim efikas dhe me cilësi të lartë të produkteve gjysmëpërçuese.
Perspektiva e së ardhmes:
Me përparimet e shpejta teknologjike, teknologjia e gjysmëpërçuesve po përparon me një ritëm të paparë. Si një hap kritik në prodhimin e gjysmëpërçuesve, teknologjia e prerjes së pllakave është e gatshme për zhvillime të reja emocionuese. Duke parë përpara, teknologjia e prerjes së pllakave pritet të arrijë përmirësime të konsiderueshme në saktësi, efikasitet dhe kosto, duke injektuar vitalitet të ri rritjes së vazhdueshme të industrisë së gjysmëpërçuesve.
Rritja e saktësisë:
Në ndjekje të saktësisë më të lartë, teknologjia e prerjes së pllakave do të shtyjë vazhdimisht kufijtë e proceseve ekzistuese. Duke studiuar thellë mekanizmat fizikë dhe kimikë të procesit të prerjes dhe duke kontrolluar me saktësi parametrat e prerjes, do të arrihen rezultate më të imëta të prerjes për të përmbushur kërkesat gjithnjë e më komplekse të projektimit të qarkut. Përveç kësaj, eksplorimi i materialeve dhe metodave të reja të prerjes do të përmirësojë ndjeshëm rendimentin dhe cilësinë.
Rritja e Efikasitetit:
Pajisjet e reja të prerjes së pllakave do të përqendrohen në projektimin inteligjent dhe të automatizuar. Futja e sistemeve dhe algoritmeve të kontrollit të avancuara do t'u mundësojë pajisjeve të rregullojnë automatikisht parametrat e prerjes për t'iu përshtatur materialeve dhe kërkesave të ndryshme të projektimit, duke përmirësuar kështu ndjeshëm efikasitetin e prodhimit. Inovacione të tilla si teknologjia e prerjes me shumë pllaka dhe sistemet e zëvendësimit të shpejtë të teheve do të luajnë një rol vendimtar në rritjen e efikasitetit.
Ulja e kostove:
Ulja e kostove është një drejtim kyç për zhvillimin e teknologjisë së prerjes së napolitanëve. Ndërsa zhvillohen materiale dhe metoda të reja prerjeje, pritet që kostot e pajisjeve dhe shpenzimet e mirëmbajtjes të kontrollohen në mënyrë efektive. Përveç kësaj, optimizimi i proceseve të prodhimit dhe ulja e shkallës së skrapit do të zvogëlojë më tej mbetjet gjatë prodhimit, duke çuar në një ulje të kostove të përgjithshme të prodhimit.
Prodhim i Mençur dhe IoT:
Integrimi i prodhimit inteligjent dhe teknologjive të Internetit të Gjërave (IoT) do të sjellë ndryshime transformuese në teknologjinë e prerjes së pllakave të prera. Përmes ndërlidhjes dhe ndarjes së të dhënave midis pajisjeve, çdo hap i procesit të prodhimit mund të monitorohet dhe optimizohet në kohë reale. Kjo jo vetëm që përmirëson efikasitetin e prodhimit dhe cilësinë e produktit, por gjithashtu u ofron kompanive parashikime më të sakta të tregut dhe mbështetje në vendimmarrje.
Në të ardhmen, teknologjia e prerjes së pllakave do të bëjë përparime të jashtëzakonshme në saktësi, efikasitet dhe kosto. Këto përparime do të nxisin zhvillimin e vazhdueshëm të industrisë së gjysmëpërçuesve dhe do të sjellin më shumë inovacione teknologjike dhe komoditete për shoqërinë njerëzore.
Koha e postimit: 19 nëntor 2024